eva胶膜脱层?气泡?关于EVA胶膜,你需要知道的事情
关于EVA胶膜的使用注意事项
EVA是太阳能组件生产过程中最关键的封装材料之一,它把电池片上铺下盖封在中间,起到保护电池片的作用;EVA在融化之后具有很高的透光率,可以提高光线的入射率,提高组件的输出功率;另外在组件生产过程中,层压是关键环节,而层压机的参数设置基本上是围绕着EVA的特性设置的,因此EVA对于组件生产至关重要。
今天我们来探讨一下技术人员最头疼的几个问题:
A、组件中有碎片,可能造成的原因:
1、由于在焊接过程中没有焊接平整,有堆锡或锡渣,在抽真空时将电池片压碎。
2、本来电池片都已经有暗伤,再加上层压过早,EVA 还具有很良好的流动性。
3、在抬组件的时候,手势不合理,双手已压到电池片。
问题解决
①、首先要在焊接区对焊接质量进行把关,并对员工进行一些针对性的培训,使焊接一次成型。
②、调整层压工艺,增加抽真空时间,并减小层压压力(通过层压时间来调整)。
③、控制好各个环节,优化层压人员的抬板的手势。
B、组件中有气泡,可能造成的原因:
1、EVA 已裁剪,放置时间过长,它已吸潮;
2、EVA 材料不纯;
3、抽真空过短,加压已不能把气泡赶出;
4、层压的压力不够;
5、加热板温度不均,使局部提前固化;
6、层压时间过长或温度过高,使有机过氧化物分解,产出氧气;
7、有异物存在,而湿润角又大于90°,使异物旁边有气体存在。
问题解决
①、控制好每天所用的EVA 的数量,要让每个员工了解每天的生产任务。
②、材料是由厂家所决定的,所以尽量选择较好的材料。
③、调整层压工艺参数,使抽真空时间适量。
④、增大层压压力。(可通过层压时间来调整也可以通过再垫一层高温布来实现。
⑤、垫高温布,使组件受热均匀。(最大温差小于4°)。
⑥、根据厂家所提供的参数,确定层压总的时间,避免时间过长。
⑦、应注重6S 管理,尤其是在叠层这道工序,尽量避免异物的掉入。
C、组件中有毛发及垃圾,可能造成的原因:
1、由于EVA、TPT、小车子有静电的存在,把飘着空的头发,灰尘及一些小垃圾吸到表面;
2、叠成时,身体在组件上方作业,而又不能保证身体没有毛发及垃圾的存在;
3、一些小飞虫子死命的往组件中钻。
问题解决
①、做好6S 管理,保持周边工作环境的整洁,并勤洗衣裤做好个人卫生。
②、调整工艺,对叠层工序进行操作优化,将单人拿取材料改为双人。
③、控制通道,装好灭蚊灯,减少小飞虫的进入。
D、汇流条向内弯曲,可能造成的原因:
1、在层压中,汇流条位置会聚集比较多的气体。胶板往下压,把气体从组件中压出,而那一部分空隙就要由流动性比较好EVA 来填补。EVA 的这种流动,就把原本直的汇流条压弯。
2、EVA 的收缩。
问题解决
①、调整层压工艺参数,使抽真空时间加长并减小层压压力。
②、选择较好的材料。
E、组件背膜凹凸不平,可能造成的原因:
1、多余的EVA 会粘到高温布和胶板上。
问题解决
①、购买较好的硅橡胶板。
②、做好每次对高温布的清洗工作,并及时清理胶板上的残留EVA。
F、胶膜变黄,透光率下降:
1、层压温度过高、层压时间过长。
2、胶膜本身添加助剂质量不好,易老化。
问题解决
~~当然就是选择浙江正欣EVA的快固Z1261~~

数据说话
第一步、裁切好来自8个厂家的相同尺寸胶膜两张,
第二步、玻璃背板层压好后放入湿热老化箱内,
第三步、设置双90,1500小时后,结果会说话
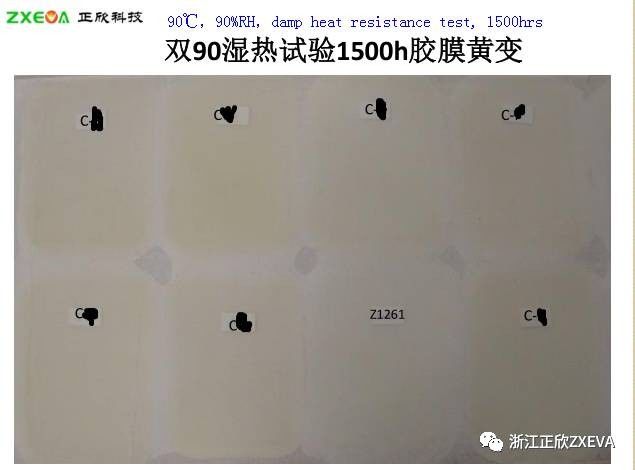
相同的试验测试环境下(双90湿热老化试验1500小时后),正欣Z1261黄变指数小于3,明显优于其他厂家,性能与国际某品牌几乎一致。
为组件长期有效发电起到重要保驾护航作用!
EVA层压需要用到的试验讲解:
1)交联度实验
EVA之所以能将电池片、玻璃、背板通过层压形成一个整体,就是因为EVA中含有交联剂,在一定温度下发生反应,能将其他材料粘结在一起。为了检验层压之后组件各材料之间的粘结强度,或者检验某品牌EVA交联度是否合格,通常要进行EVA交联度实验。
·原理:EVA类胶粘剂,在应用工艺中由于加热粘接固化,部分EVA交联成凝胶。未交联的EVA完全溶于二甲苯溶液,而交联之后的EVA几乎不溶。
·方法:在140℃温度下,用二甲苯溶剂萃取EVA样品5小时左右,秤取交联前后的质量,从而得以进行交联度的测定。
·标准:EVA的交联度一般在70%-90%之间为合格。
2)收缩率实验
·原理:EVA胶膜在高于熔融温度下,受热融化,外形尺寸发生改变。
·方法:层压机温度设定为120℃,将EVA裁成100mm(横向)*200mm(纵向)大小,放在玻璃绒面上同玻璃一起在层压机上加热3-5分钟,取下,冷却,测量其尺寸,取最小值计算收缩率。
·标准:纵向(MD)<4%;横向(TD)<2%。
小欣提醒:正欣提供检测服务,可以联系文章最后销售客服!
注意事项
1)由于原材料、辅料、配方、工艺流程、工艺设备、生产环境等各厂家不同,所以不同厂家的EVA胶膜在产品质量上差距较大。在层压参数的设置上也差别较大,其中层压温度的设置最为关键,温度太高,交联固化快,生产效率高,但易产生气泡,缺胶、位移等问题,温度太低,交联度不好,粘结强度也受影响,生产效率太低,但出现气泡、缺胶、位移、凸点等的机率会小一些。
小欣提醒:所以使用前一定要仔细与我们销售人员沟通,找到最佳的层压参数哦!
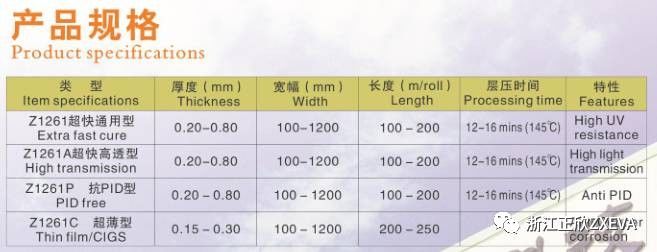
正欣公司主要产品
浙江正欣科技 专注品质创精品











 0570-2852288
0570-2852288
 feifei-733
feifei-733
 浙江省衢州市柯城区熙春中路36号
浙江省衢州市柯城区熙春中路36号